

The following account is typical of what goes wrong if due diligence is not carried out by owners of Lotus twin cam engines.

The sequence of events commenced in 2008 when a Sydney based business was originally engaged to carry out the refurbishment of a Lotus twin cam engine.
In March 2010 Lotus Marques was contacted by the owner of the engine because the rebuild had not been completed and the engine had been returned still in pieces.
The customer's request was simple enough where he wanted the disassembled engine fully rebuilt.
At this time, Lotus Marques had a substatial workload and prior commitments had been made to complete a number of jobs before taking on any more projects.
Even though this information was provided to the customer and it was fully understood that it was not possible to start immediately, the customer was prepared to wait to obtain a quality result.
It was also explained that the rebuild would take several months depending on what problems were discovered.
During April 2010 the dismantled Lotus twin cam engine was delivered to our workshop in Melbourne.
The first step was to carry out a detailed inspection of all the components that had been delivered.
An initial inspection revealed that the crankshaft, con rods and pistons had been installed in the cylinder block.
The cylinder block assembly was wrapped in paper and sealed with tape but the rest of the engine was in pieces.
During the process of rebuilding this Lotus twin cam engine, it was necessary to remedy numerous faults that had been introduced by the previous operator.
It was also necessary to rectify machining operations that did not meet key manufacturers recommendations or industry standards.
It was necessary to disassemble the work which had been carried out previously so as to check for warranty purposes.
As re-assembly of the engine commenced, other defects were discovered that required rectification.
Some defects affected how the other parts mated and this did not become apparent until the assembly process started.
The need to sublet various components for specialised machining as well as sourcing key components from overseas caused some delays.
Initial inspection of the cylinder block bores revealed they had been polished to a mirror finish instead of the piston manufacturers recommended honed cross hatch pattern of 35 to 40 degrees.
The mirror finish on the cylinder bores is totally inappropriate as it inhibits the piston rings from bedding in.
The pistons supplied included a intruder on the crown which resulted in an engine unsustainable compression ratio.
The additional bore polishing process had removed a small amount of material sufficient to cause excessive piston to bore clearance.
The only two approved options to rectify the excessive clearance was to obtain new pistons or to apply a special coating to the piston skirts.
The customer elected for the latter so as to contain costs and reduce the time to rectify this problem.
Summary of faults and remedial work carried out
1) Cylinder block
The cylinder bores were polished to a mirror finish rather than being honed to a “plateau” finish as is required to allow the pistons to bed in. This is a requirement stated in the literature by the manufacturer CP Pistons. It was nessary to rectify this problem by dismantling the cylinder block and lightly honing the bores to establish the correct cross-hatch pattern. Although the light honoing process was carried out very carefully, this did exacerbated the pre-existing excessive piston to bore clearance.
The cylinder block deck was machined incorrectly so as to leave raised pads around the cylinder head fixing bolt holes. This is not acceptable engineering practice and is inappropriate as the head gasket requires perfectly flat surfaces to seal effectively. The cylinder block top and cylinder head faces must be perfectly flat otherwise the gasket flame sealing rings will not seal. To rectify this problem, it was necessary to remove the crank, con-rods and pistons from the block prior to removing the non-standard pad detail. Removing the pads involved machining approximately 0.003" of material from the cylinder block face.
Too much material had been removed from the cylinder head deck creating alignment problems when the adapter plate and timing chest were bolted to the front of the cylinder block. To rectify this problem, it was necessary to reduce the height of these two components by machining the top mating faces until they were the same height as the cylinder block.
No report was supplied for the ultrasonic tests said to have been carried out “in house” to check the cylinder wall thicknesses or any other record of this work having been carried out. This report is required to ascertain the fitness for purpose of the block and for warranty. To rectify this problem, it was necessary to repeat the utra-sonic test on the cylinder walls and to do this the crankshaft, pistons and con-rods needed to be removed from the block.
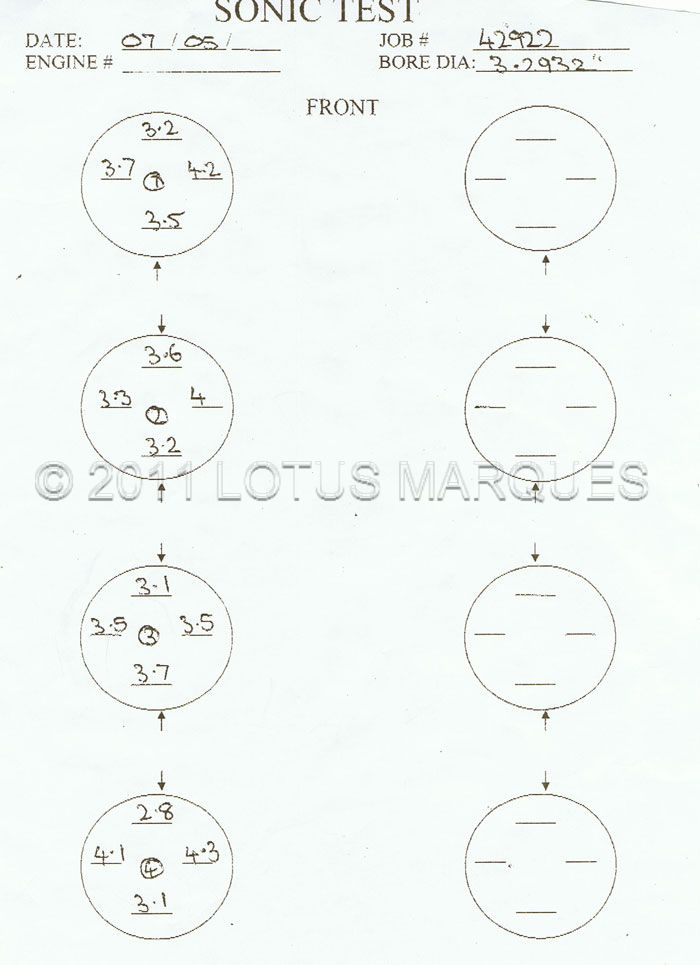
The above ultra-sonic test report was provided by Lotus Marques and shows the minimum wall thickness at four points in each cylinder.
The cylinder block had not been cleaned properly before installing the crankshaft, con-rods and pistons. An inspection of the cylinder block reveiled sludge blocking the main oil galleries. To rectify this problem, It was necessary to disassemble the block to have its sealing plugs removed in order to access the oil galleries to allow a thorough cleaning.
The cylinder block had not been properly stored and/or had no anti-corrosion surface treatment carried out. As a direct result of this, the internal surfaces of the cylinder block were rusty. To rectify this problem, it was necessary to disassemble the block to be soda blasted, washed to remove all traces of rust and then coated with rust inhibitor.
2) Pistons
The pistons supplied were too small in diameter and did not suit the cylinder bores (caused by secondary non-standard polishing process to obtain a mirror surface finish on the cylinder bores) . There was excessive clearance between the cylinder bore and the pistons, compared with the manufacturer’s parameters. To rectify this problem, it was necessary to apply a special coating to the piston skirts in order to inrease the piston diameter. This coating process was provided by HPC Coatings in order to reduce the piston to bore clearance to an acceptable figure.
The pistons supplied incorporated an intruder on the crown (top). If these had been used, it would have produced a compression ratio far in excess of that usable in a road car and the engine would not be able run on regular fuel available at service stations. This is both inappropriate and unacceptable for a road registered vehicle. To rectify this problem, it was necessary to machine pistons to remove the intruder ( top of the piston) in order to lower the compression ratio.
3) Con-Rods
Machining work carried out on the con-rod small end bearings was done incorrectly. Consequently a tapered and oval hole resulted. It was necessary to rectify this problem by removing the con-rods to have their bearings replaced, and then be re-machined to the correct shape and dimensions.
The con-rods were covered in surface rust. To resolve this problem, it was necessary to soda blast the disassembled con-rods to remove all rust.
No report was provided for the balancing, crack testing and measuring of the con-rods or any record of this work having been carried out. This is required by engine re-builders to ascertain that the co-rods have been balanced and are fit for the purpose and for warranty. To rectify this problem, it was necessary to disassemble the con-rods so they could be balanced, crack tested and measured.
4) Crankshaft
The crankshaft was covered in surface rust. To rectify this problem, it was necessary to remove the crankshaft and have the rust removed by soda blasting.
The crankshaft flywheel journal was corroded due to poor storage and/or lack of surface treatment. To rectify this problem, it was necessary to lightly grind the rear journal.
No report was provided for crankshaft balancing/crack testing/machining or any other record of this work having been carried out or to what specifications. This is required by engine builders to determine that the crankshaft has been balanced and is fit for the purpose and for warranty. To rectify this problem it was necessary to revove the crankshaft so it could be checked for balance, crack tested and journal measurements made so it could be determined fit for purpose.
5) Carburettors
The twin Weber carburettors received by Lotus Marques were completely disassembled. There were a number of parts that were missing and this included -
Two 35 pump jets, rear cover plates and fixing screws, progression hole plugIn addition to this there were damaged parts. The damage parts were-
One ram pipe bent rendering it unusable. All ram pipes had to be replaced so they matched which was the cheaper option rather than endeavouring to repair the damaged item.

6) Cylinder head valves
New valves were supplied. All the valves had bent stems (0.004" radial run-out) and cupped heads head that had folded destroying the uniform seat contact surface. Numbers had been punched into the valve heads for identification purposes and it is the punching action that has caused the damage. To rectify this problem, it was necessary to replace all the damaged valves.
7) Cylinder head valve seats
Machining of the valve seats was done too deeply within the cylinder head. To rectify this problem it was necessary to remove all the existing valve seats and install new valve seats at the correct design height.
8) Valve Springs
New valve springs were supplied. These are of poor quality, were bent and too weak, making them unserviceable. To rectify this problem, it was necessary to replace all the springs.
Reconditioning of the cylinder head was said to have been carried out. No specification sheet for all or any work carried out to the cylinder head as was provided. This is required by engine builders to ascertain fitness for purpose of the cylinder head and for warranty. To rectify this problem, it was necessary to digitise all the critical dimensions to check machining work carried out.
The cylinder head on inspection was found to have cracks. To rectify this problem, it was necessary to weld the cylinder head to make it good and then pressure test.
9) Camshafts
Inspection of the original camshafts provided by the prevoius operator suggested that they were usable, serviceable and appropriate. As noted above, the cylinder head had new valve seats installed but they were set too deep within the combustion chamber. As a consequence the camshaft position and dimensions would cause the valve springs to coil bind. To rectify this problem, it was necessary to regrind both camshafts to a new profile.
10) Timing chest and adapter plate
Excessive machining of the engine block deck resulted in the mis-alignment of the adapter plate and front timing chest. Normally the adapter and timing chest sit 0.030" below the cylinder block top face but in this instance these components sat above the the cylinder block top face. To rectify this problem, it was necessary to machine the adapter plate and timing chest so as to make them level with the reduced height of the cylinder block.
11) Crankshaft Pulley
The crankshaft pulley provided was damaged, with large chips in the flange (a gouged “V” shape of metal missing). This would cause the V belt to eventually shred and destruct when in contact with the sharp edges. To rectify this problem it was necessary to replace the pulley.
12) Parts and Information
No specification sheets of any of the components provided were supplied for the engine.
13) Engine Valve Timing
By virtue of the excessive machining to both head and block, correct engine valve timing could not be established. To rectify this problem, it was necessary to install offset dowels in both camshafts.
14) Parts found to be missing
During reassembly of the engine, the oil pump and three cylinder head exhaust studs were found to be missing. Rectification required the supply of a new oil pump and studs.
After this Lotus twin cam engine had been carefully assembled, it was primed with oil and then run on a dynamometer to check its power output.

Conclusion
If you are looking to engage the services of any engine builder, then it wise to carry out an extensive check to ensure you are going to obtain a quality result.
Just because a prospective engine builder maybe conveniently located a short distance from where you live, does not guarantee an engine rebuild results in a long service life.
Just because someone paints engine blocks, uses lots of new components and new fasteners, does not guarantee an engine rebuild results in a long service life.
If necessary, be prepared to travel and find the right person who truly understands the Lotus twin cam engine and has an uncompromising eye for detail.
Copyright © 2011 Lotus Marques
